90%的人都不知道发电厂阀门有缺陷了该这么做
一、概述
發电厂的热力系统是由热力设备和汽水管道及各种附件连接而成的有机整体,在这个有机整体中,汽水管道与阀门不仅是生产系统中不可分割的一部分,而且占有重要地位,因为发电厂生产过程的进行和工质的输送,都必须通过管道来完成,阀门是管道的重要部件,只有在管系中布置各类阀门,使介质的运动受到控制,管道设施充分发挥效用,才能满足生产流程的需要,保证系统的安全。 可是90%的人都不知道发电厂阀门有缺陷了该这么做,今天小阀门儿就带大家了解下发电厂阀门有缺陷了该如何处理。

目前,发电厂的机组都在向大容量、高参数方向发展,阀门也随介质参数的提高,不断向高温、高压方向发展;随介质工作压力的提高,阀门也在不断的改进密封结构,采用新型密封材料,提高密封性能;随着发电机组自动化水平的不断提高,阀门的驱动装置和执行机构都得到了改进,并向着便于集中控制和遥控的方向发展。90%的人都不知道发电厂阀门有缺陷了该这么做 ,是因为选择以及常见的故障等当面了解的不够透彻的原因,那么这里就先讲下阀门的选择以及常见故障,原因还有消除方法。
二、阀门的选择及常见故障、原因及消除方法
(一)、发电厂的安全、经济运行与正确合理选用阀门是分不开的,管道上的阀门可根据用途、介质种类及介质的工作参数(压力、温度及流量)等因素来选择。选择时,应使所选阀门的公称压力、公称直径、阀门允许的工作温度及使用范围等,均与该阀门所在管道系统中的公称压力、公称直径和介质种类相适应。同时,还应考虑到安装、运行、维护和检修的方便,以及经济上合理。
(二)、闸阀、截止阀常见故障、原因及消除方法
1、阀门本体漏:
1.1 产生原因:(1).制造时浇注不好,有砂眼或裂纹,造成机械强度降低。(2).阀体补焊中拉裂。
1.2 消除方法:(1).对怀疑有裂纹处磨光,用4%硝酸溶液浸蚀,如有裂纹便可显示出。(2).对有裂纹处用砂轮打光铲除有裂纹的金属层;加工好坡口进行补焊,对合金钢制成的阀体与阀盖,补焊前要进行250℃~300℃的预热,焊后要放到石棉灰中自然冷却到室温。(3)、法兰经过补焊,焊缝高出原平面,必须经过车削平焊缝,以保证凹、凸口的平整和受热后不发生变形。
2、门杆及配合的丝套螺纹损坏或门杆断裂、弯曲:
2.1 产生原因:(1).操作不当,用力过大,过猛、用大钩子关小阀门。(2).螺纹配合过松或过轻。(3).操作次数过多,使用年限太久。
2.2 消除方法:(1).改进操作,一般不允许用大钩子关闭小阀门。(2)制造备品时要合乎公差要求选择材料要适当。(3)、重新加工更换配件。
3、门盖结合面漏:
3.1 产生原因:(1).螺栓紧力不够或紧偏。(2).门盖垫片损坏。(3).结合面不平或有沟槽裂纹等。
3.2 消除方法:(1).螺栓应对角紧,紧力保证一致,结合面间隙应一致。(2).更换垫片。(3).解体重新修理结合面,如结合面沟槽裂纹较深,可用砂轮打光加工好坡口进行补焊,法兰经过补焊,焊缝高出原平面,必须经过车削平焊缝,以保证法兰面的平整。
4.阀芯腐蚀损坏:
4.1 产生原因:(1).阀芯材料选用不当。
4.2 消除方法:(1).按介质性质和温度选用合格的阀芯材料。(2).更换合乎要求的阀门,安装时应符合介质流动方向。
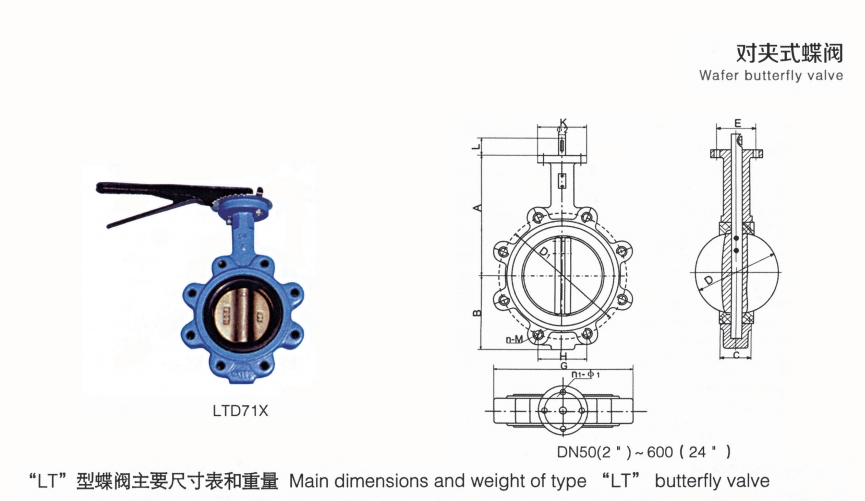
(三)、蝶阀常见故障、原因及消除方法
1、填料渗漏:
1.1 产生原因:(1).填料未压紧。(2).填料圈数不够。(3).填料磨损、老化。
1.2 消除方法:(1).对怀疑有裂纹处磨光,用4%硝酸溶液浸蚀,如有裂纹便可显示出。(2).对有裂纹处用砂轮打光铲除有裂纹的金属层;加工好坡口进行补焊,对合金钢制成的阀体与阀盖,补焊前要进行250℃~300℃的预热,焊后要放到石棉灰中自然冷却到室温。(3)、法兰经过补焊,焊缝高出原平面,必须经过车削平焊缝,以保证凹、凸口的平整和受热后不发生变形。
2、阀门与管道连接处渗漏:
2.1 产生原因:(1).法兰螺母没有拧紧或紧固不均匀。(2).法兰密封面或阀端密封面有损伤或污物。(3).垫片失效。
2.2 消除方法:(1).均匀拧紧螺母。(2).修复密封面或清理污物。(3).更换垫片。
(四)、安全阀常见故障原因及处理方法:
1、脉动门漏泄:
1.1 产生原因:(1).门芯与门座中心偏差太大,是由于门芯在门座套内间隙太大,造成结合面不严。(2).门芯门座结合面吃线太窄,或有隐约断线处。(3).杠杆不在水平位置,门杆刀口与支点刀口中心不一致使门芯形成单向受力,或门杆上两对稳钉螺丝顶住门芯两侧孔边,阻止了钢球补偿作用。(4).门座套外圈的小窄垫片没有做好,可能厚度不够,或压过紧而断裂。(5).管内有脏物,动作回座卡在结合面上产生接触不良。(6).脉动门下部滑柱(原称为缓冲活塞)杆过指,顶住门芯,使结合面不能结合。
1.2 消除方法:(1)更换门芯,使其在座套内间隙符合质量标准,要在门芯0.17~0.35mm。
(2).重新研磨。(3).焊补或锉去杠杆上两刀口,使其刀尖在杠杆中心线上。检查门杆上两稳钉,调整门杆与门芯内钢球位置,使稳钉螺盖在门芯上的孔内不碰。(4).改用成型紫铜垫片,装时先将紫铜垫退火,详细检查其位置。(5).抽汽管道各阀门装复时,仔细清扫管路内脏物。(6).组装后,检查滑柱空行程,控制在3~5mm以内。如没有空行程,应将滑柱杆磨去。
2、脉动门卡死,不动作或动作不灵活:
2.1 产生原因:(1).重锤位置不当,定铊后没有固定住,使重锤位移。(2).门芯门座接合面漏泄太大,或门座套下垫片漏,造成动作迟缓。(3).杠杆刀口不一致产生门杆偏斜,或杠杆刀口角∧111°。(4).压板紧偏卡住门杆或门芯门座套间隙过小。(5).门杆与杠杆连接夹板尺寸不对,杠杆的力不在刀口上。(6).滑柱杆过短,使脉动门稍开启,门芯压力下降后滑柱上升,不能使脉动门继续开启。
2.2 消除方法:(1).检修时将重锤固定螺丝活好,定轮后拧紧固定螺丝。(2).重新研磨门芯门座接合面更换下部垫片。(3).杠杆刀口重新调整、检查刀口角度使其=111°。(4).调整压板螺帽消除偏斜,调整门芯与门座套间隙,使之符合质量标准。(5).更换夹板,使其尺寸与门杆和杠杆销子孔距一致。(6).保持滑柱空行程在3~5mm。
看完上面的一些常见故障的原因及处理方法相信你已经从《90%的人都不知道发电厂阀门有缺陷了该这么做》中脱离出来了,总之,快速正确的判断阀门缺陷产生的原因,并能及时采取正确的方法进行消除,对保证发电厂机组的安全、稳定、经济、高效运行,可以提供更好的保障。 那么小阀门儿今天给大家带来的《90%的人都不知道发电厂阀门有缺陷了该这么做》就到这里了,喜欢就赶紧收藏吧!还可以关注我们的公众号百阀网,每周都有较新的较全的阀门小知识等你!好了,我们下期再见!